Measuring taper:
The crankshaft bearing journals can become tapered due to excessive wear. On a disassembled crankshaft, measurements can be taken on the main bearing journals and connecting rod bearing journals. For accuracy, measurements can only be carried out with a micrometer.
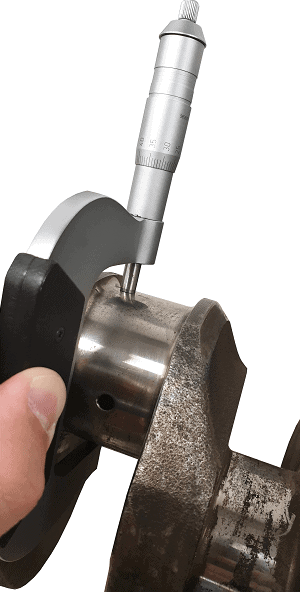
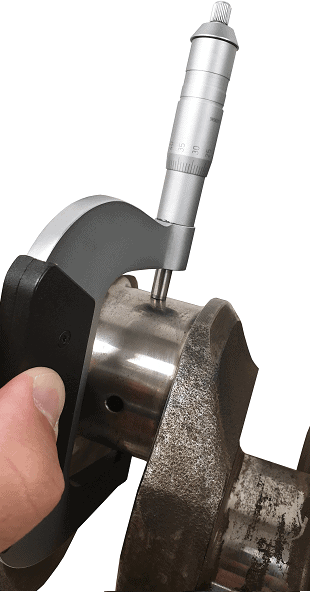
With three measurements, the taper of the bearing journals on a crankshaft can be determined. The diameters of the bearing journals must be virtually identical in all three measurements. If one of the measurements shows a smaller value (e.g. the diameter differs 0.2 mm between the measurements on the left and right sides), the crank pin has become tapered as a result of wear.
The three images below show the measurements used to determine taper. From this camera angle the micrometer cannot be read.

Measuring ovality / roundness:
The roundness of main bearing and connecting rod bearing journals is very critical. The bearing shells constantly slide over them via an oil film. When a crank pin is no longer perfectly round due to wear (in other words: it has become oval), excessive axial bearing clearance or friction due to insufficient clearance can occur. In both cases, consequential damage will develop over time.
With two measurements, the ovality of a bearing journal can be determined. The measurements are taken 90 degrees to each other, approximately in the middle of the journal. When both measurements give the same result, that particular crank pin is not oval. A roundness deviation of 0.02 mm already falls outside the tolerances: the crankshaft then needs to be ground. Always consult the manufacturer’s specified measurement values when performing these measurements.


Grinding the crankshaft:
When measuring the taper and ovality of the crankshaft main bearing and connecting rod bearing journals, the crankshaft may be rejected on the basis of the measurement results. In most cases it is possible to have the crankshaft ground and, if necessary, balanced by an overhaul specialist. Because material is removed during grinding, oversize bearing shells must be installed. The two images below show the grinding process of a main bearing journal (left) and a connecting rod bearing journal (right).